A fundamental tool for modern design and architecture the movable partition wall's technological processing directly affects important performance characteristics like the ability to block out sound, resist fire as well as durability and aesthetics. This analysis concentrates on three aspects that include material selection, structure process, and the the core technology
Aluminum Alloy Frame
Specifications: By using 6063-T6 aluminum alloy, this product offers superior durability, strength, and resistance to corrosion as well as being lightweight. Its surface is anodized, or electrophoretically treated to make it ideal for places that are humid and have large temperatures (such for banquet halls at hotels and convention centres).
Applications: As the primary support structure to partitions, it comes with two suspension wheels horizontally (made out of PA nylon as well as bearings 6304-2RS) for the track-free design of suspension. It has a load capacity of 675 kilograms (100 kg) that ensures durability and deformation resistance for the long term.
Composite Panels
Glass-magnesium boards: With a Fire rating of A conforming to GB6566-2001 standards It is extremely durability against impact and moisture and is suitable to be used as an underlay.
Medium-density Fiberboard (MDF) Its density typically is 760kg/m3 and the static flexural strength more than 123 MPa. It is able to be surfaced using fabrics, veneers, or melamine to satisfy different needs in decoration.
Melamine board is water-proof durable, wear-resistant and simple to maintain, it comes with smooth surfaces and can be utilized directly for decorative panels. It is available in various colors, such as stones grain and wood grains as well as solid colors.
Fireproof and soundproof materials
Par sound-absorbing fiberglass is affixed in partitions, it is compliant with ASTM requirements for a maximum noise insulation factor of 53 decibels, effectively making it less noisy within conference rooms as well as exhibition halls.
Fireproof cotton is made of the material which is flame retardant and has a excellent thermal resistance, it's in line with fire protection laws of the nation and guarantees fire safety.

Railless Suspension System: Tracks made of aluminum anodized can be installed on the ceiling and are paired with two horizontal suspension wheels, as well as partition walls made of fire-resistant materials like glass magnesium board for steady suspension. The tracks are made to be able to bear a load of three times the weight of the wall and ensure long-term security.
Benefits: Floors can be track-free that prevent dirt accumulation and blockages and causing damage to the aesthetics of the floor or its functionality. Ideal for cleanrooms including hospitals, factories and other facilities.
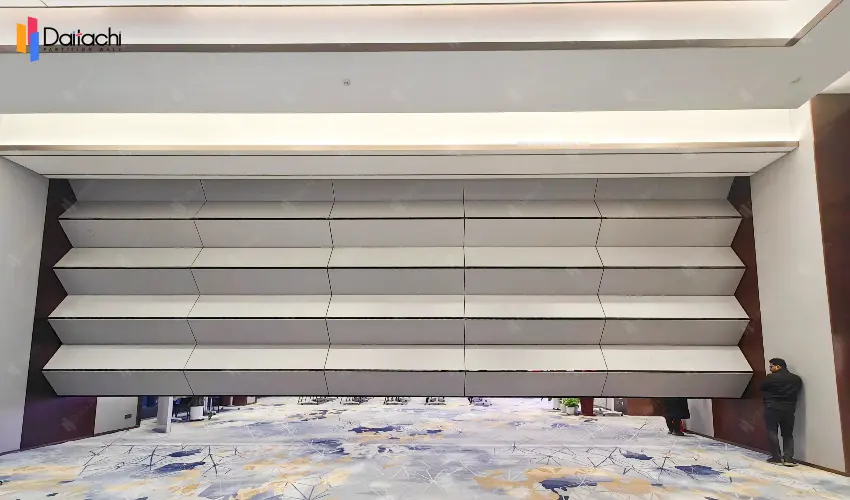
Modular Assembly Technology: Partition walls use a standard modular structure, with individual panels that range from 60 to 120cm in width. They are connected by magnetic or snap connections that allow for rapid assembly and disassembly. As an example, 100-type moving partitions provide flexibility in space division across multiple directions and angles. They meet the needs of a dynamic layout for big conference halls as well as exhibition centres.
Hidden Tracks and Storage Design: Tracks are incorporated into the ceiling and storage cabinets hide the partitions and eliminate any space requirement. In the case of ultra-high, for instance, moving partitions use the most durable tracks and rolling wheels that can withstand 100,000 rotations, which increases the space used by 40 to 60 percent when storage is required.
Sound Insulation Technology: A multi-layer construction (aluminum alloy frame, sound insulation pads and composite panels) provides sound insulation with high efficiency. Like the 100-D53 model makes use of steel panels as well as PAR sound-absorbing fiberglass to achieve the sound insulation value of 53dB. This is sufficient to meet the demands of recording studios, conference rooms studios and different spaces.
The Fire Safety: Using Fireproofing materials of Class A like glass magnesium boards and wool made of fireproof material, these products have been tested by tests for fire safety in the national system to stop any spread of fire as well as permit evacuation.
Environmental Protection and Long-Term Durability: The materials are all compliant with the national E1 Environmental standards. They have formaldehyde emission levels of 0.124 mg/m3, which makes the materials suitable for indoor usage. The moisture and corrosion resistant aluminum frames and composite panels ensure an average lifespan of 15 years. This reduces expenses for maintenance in the long run.
Commercial Spaces: Spaces that need periodic layout modifications for example, Banquet Halls, Conference centres and halls for exhibitions. Extra-high or 100-type movable partitions are the best choice, as they balance noise insulation as well as load-bearing needs.
Office Spaces: Open-plan office spaces as well as multi-purpose halls 65- and 85-type removable partitions are a good option to allow for a variety of partitions as well as privacy security.
Family Space: For the case of large apartment buildings, villas and many other settings, the modular layout allows for efficient division of eating and living rooms which can increase the space usage.
Click here to view the related article: How Can Existing Movable Partition Wall Designs Be Evaluated and Improved?
Manually Movable Partition Wall Panels: Precision Craftsmanship for Superior Quality